Продольные трещины гильз
Описание повреждения
Трещины большей частью проходят в вертикальном направлении. Это распространяется отчасти также на сухие гильзы изза относительно небольшой толщины стенки.
Оценка повреждения
Трещины гильз такого рода часто вызваны ненадлежащим обращением (ударные нагрузки). Даже если повреждение гильзы не сразу видно, микротрещина или насечка может в последующей работе двигателя привести к поломке и тем самым к выходу двигателя из строя. Как уже было описано выше, дефектный опорный поясок буртика или загрязнение между гильзой и блоком цилиндров также может вызвать такие повреждения. Если дефектный опорный поясок буртика является причиной продольных трещинах, то вместе с продольным трещинами часто наблюдаются также поперечные трещины.
Возможные причины повреждения
• ненадлежащее или неосторожное обращение с гильзами во время транспортировки или ремонта и связанные с этим трещины или насечки.
• гидравлические удары
• посторонние тела под контактными или уплотнительными поверхностями
• дефектные опоры буртиков (см. также пункт 3.10.1 «Буртик на гильзе цилиндра отломался»).
Отломавшийся буртик гильзы цилиндра
рис. 1
Описание повреждения
В гильзе цилиндра весь буртик гильзы полностью оторван (рис. 1). Трещина буртика начинается в углублении нижней кромки буртика гильзы и проходит под углом ок. 30° наверх.
Оценка повреждения
Такие повреждения вызваны изгибающими моментами, появляющимися при некачественной сборке (загрязнения и дефекты формы). Причины, приводящие к таким поломкам, различны. В большинстве случаев буртик гильзы цилиндра отжимается уже при затяжке головки блока цилиндром. В новых поколениях двигателей для грузовых автомобилей с системой впрыскивания «насос-форсунка» или «общий топливопровод высокого давления» нагрузка на блок двигателя все больше возрастает в связи с более высоким давлением горения В связи с конструктивным использованием в таких типах очень прочных стальных уплотнений головки блока цилиндров, после большого пробега может возникнуть перекос блок-картера в зоне опоры буртика гильзы. Деформацию опорной поверхности невозможно выявить чисто визуально без вспомогательных средств. Простым методом контроля перекоса является использование туши. Тушь наносится очень тонким слоем на опорную поверхность буртика гильзы на блок-картер. После этого вставляют новую гильзу без уплотнений и вжимают гильзу в свое седло. Затем снова снимают гильзу. Опорная поверхность гильзы должна быть равномерно покрыта тушью по всему периметру. Если части поверхности не вошли в контакт в краской, необходимо доработать седло гильзы. Эту доработку лучше всего проводить на стационарном сверлильном станке или на переносном устройстве для торцовки буртика гильзы (см. приложение с инструментом). Только таким образом обеспечена плоскопараллельность к поверхности картера (рис. 2)
| рис. 2 |
Возможные причины повреждения
• Не использовались предписанные уплотнения (уплотнения других изготовителей имеют отчасти другую форму и другой диаметр).
• Не соблюдались предписанные изготовителем двигателя моменты затяжки и углы затяжки.
• Седло гильзы в блок-картере не было тщательно очищено от грязи.
• Прямоугольность и/или плоскопараллельность опоры буртика не были обеспечены (рис. 2 и рис. 5).

• Если буртик гильзы не выходит за уплотнительную поверхность цилиндра на предписанный размер (В) или если он входит даже немного вглубь (рис. 6), буртик при сборке недостаточно сильно прижимается к седлу гильзы. При работе двигателя это может вызвать также качающееся движение гильзы из-за качательного движения поршня. Постоянно действующие из-за этого усилия приводят к тому, что буртик гильзы отламывается. Если необходимо доработать опору буртика гильзы при ремонте двигателя, то можно или вложить компенсационные шайбы из стали или использовать гильзы более крупных размеров, чтобы обеспечить необходимый выступ гильзы относительно поверхности цилиндра. Гильзе более крупных размеров буртика* следует дать предпочтение по сравнению с компенсационными шайбами, потому что это ведет к технически большей стабильности.
| рис. 3 |
| рис. 4 |
| рис. 5 |
| рис. 6 |
Мат.часть мокрые и сухие гильзы — DRIVE2
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.Как правило, выпускаемые гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец.
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндро поршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер .Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
Кавитации на гильзах цилиндра
Описание повреждения
Мокрая гильза цилиндра в зоне водяной рубашки имеет сильно выраженную кавитацию. Она доходит до такой степени, что уже появилась дыра во внутренней полости цилиндра.
Оценка повреждения
Кавитация появляется в основном в плоскости качания поршня (на нагруженной стороне или на ненагруженной стороне), она вызвана вибрациями стенки цилиндра. Высокочастотные вибрации вызваны давлением сжигания, боковыми усилиями поршня и перекладка поршня в нижней и верхней мертвой точке. Если охлаждающая вода не может больше повторять вибрации стенки цилиндра, водяная пленка кратковременно приподнимается с гильзы цилиндра. В возникшей изза этого зоны разряжения образовываются пузырьки пара, которые при обратном движении стенки цилиндра разрушаются (имплозия) с чрезвычайно высокой скоростью. Вытесненная пузырьками вода при имплозии ударяет о поверхность цилиндра. В результате энергии удара из поверхности цилиндра вылетают малейшие частицы. Со временем вследствие этого образовываются (вымываются) настоящие дырки. Особенность кавитации заключается в том, что происходит расширение дырок вовнутрь (рис. 3) и в результате образовываются полости в материале, откуда в конечном счете также взято название кавитации.
Возможные причины повреждения
 Читайте также:
Читайте также:

• Не соблюден правильный зазор поршня (повторная установка уже работавших поршней
или цилиндры со слишком большими размерами)
• Некачественная или неточная посадка гильзы в корпусе.
• Отсутствует предписанная присадка для защиты от замерзания с защитой от коррозии или соответствующая присадка для охлаждающей воды. Средство защиты от коррозии содержит ингибиторы, предотвращающие пенообразование. Эти ингибиторы,однако, в течение времени теряют свой эффект. Поэтому необходимо заменять средство защиты от коррозии через каждые 2 года и предусматривать правильное соотношение смеси.
• Использование неподходящих средств охлаждения, как напр соленая вода (морская вода), агрессивная или содержащая кислоту вода или другие жидкости.
• недостаточное избыточное давление в системе охлаждения. Необходимое избыточное давление радиатора не обеспечено из-за неподходящих крышек радиатора (недостаточная герметизация из-за дефектного предохранительного клапана) или из-за негерметичности в системе охлаждения. При правильном избыточном давлении в системе охлаждения температура кипения охлаждающего средства выше, чем при атмосферном давлении. Избыточное давление в системе охлаждения не может устранить причину для образования паровых пузырьков, но во всяком случае это мешает образованию пузырьков.
• Слишком низкая рабочая температура двигателя: если двигатель в определенных условиях эксплуатации или из-за дефектов термостата не достигает обычной рабочей температуры, то в системе охлаждения не может образоваться избыточное давление из-за более низкого теплового расширения охлаждающего средства. Изза слишком низкой рабочей температуры поршни также не имеют правильного теплового расширения. Они работают при эксплуатации с повышенным поршневым зазором. И то, и другое способствует образованию пузырьков и тем самым кавитации.
Технология восстановления гильз цилиндров
ГОСНИТИ разработаны технология и унифицированный комплект оснастки для восстановления гильз цилиндров диаметрами 105, 110, 120, 130 мм. В комплект оснастки входят: хон черновой, хон чистовой, приспособление для закрепления гильз при хонинго-вании, приспособление для дефектоскопии, оправка для резцов, приспособление для выставления резцов на размер, оправка с гидропластом. Комплект оснастки при незначительной переналадке позволяет производить качественный ремонт гильз цилиндров двигателей Д-48, Д-50, Д-240, Д-65, СМД-14, СМД-60, ЯМЭ-236, ЯМЭ-238НБ, ЯМЗ-240Б, А-01М, А-41.
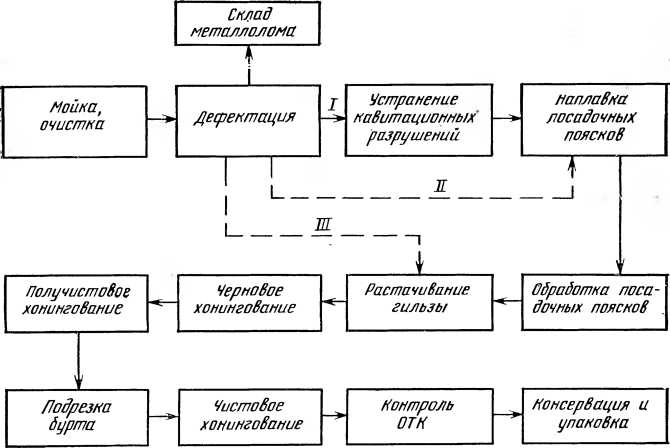
Рис. 72. Схема маршрутов технологического процесса восстановления гильз цилиндров.
Ниже подробно рассмотрены технология и оснастка для ремонта гильз цилиндров. В зависимости от сочетаний дефектов технологический процесс ремонта гильз цилиндров целесообразно расчленить на три взаимосвязанных маршрута (рис. 72). Маршрут 1 — основной и на схеме показан сплошной линией, два других возможных маршрута показаны пунктирными линиями.
Восстановление наружной поверхности гильз цилиндров. Очистка наружной поверхности гильз от накипи и коррозии производится стальной щеткой на токарном или специальном станке. Очистку гильз производят также в специальной установке ОМ-21601, где в качестве очищающего материала можно использовать металлический песок, косточковую крошку, флюс. Производительность установки 40 гильз в час, рабочее давление сжатого воздуха 0,5… 0,56 МПа.
Устранение кавитационных разрушений гильз цилиндров. Кавитационные повреждения поверхностей гильз цилиндров рекомендуется устранять покрытиями на основе эпоксидных смол. Технологический процесс ремонта наружной поверхности гильз состоит из следующих операций: зачистка поверхности, обезжиривание поверхности, приготовление эпоксидного состава, нанесение эпоксидного состава, отвердевание.
Участки гильзы, поврежденные кавитацией, и поверхность вокруг повреждения зачищают до металлического блеска, продувают сжатым воздухом и дважды обезжиривают техническим ацетоном. Попадание воды, масла и грязи на обезжиренные поверхности не допускается. После обезжиривания гильзы нагревают в электропечи типа ОКБ-4188А, СНОЛ-3,5 или другой до 60 °С. Температура гильзы в момент нанесения эпоксидной смолы должна быть не ниже 40 °С. Приготовление эпоксидного состава производят на рабочем столе с вытяжным шкафом типа ОП-2078 по рецепту (в весовых частях): эпоксидная смола ЭД-16 (ГОСТ 10587—76) — 100, дибутилфталат (ГОСТ 8728—66) — 15, портландцемент (ГОСТ 5.1639—72)—35, полиэтиленполиамин (ТУ 6-02-594—70)—9.
Эпоксидный состав после добавления отвердителя должен быть использован в течение 20… 25 мин. На кавитационные повреждения и на зачищенный участок вокруг них эпоксидный состав наносят шпателем, заполняя составом раковины. Участки вокруг повреждения покрывают слоем эпоксидного состава толщиной не более 0,6 мм. Отвердевание состава производится при температуре 20 °С в течение 72 ч.
Допускается отвердевание эпоксидного состава при 20 °С в течение 12 ч, затем по одному из следующих режимов: 40 °С — 48, 60 °С — 24, 80 °С — 5 ч. Температурный режим должен быть выдержан с точностью ±5 °С.
Не допускается попадание на эпоксидный состав масла, воды и грязи во время отвердевания. Качество покрытия определяют визуально. Подтеки и наплывы состава на посадочные пояски в месте расположения уплотнительного кольца не допускаются.
Для устранения кавитационных разрушений на наружной поверхности гильзы цилиндров ВНПО «Ремдеталь» разработан более простой метод контактной приварки стальной ленты. К поверхности гильзы стальную ленту приваривают на установке 011-1-07 для контактного электроимпульсного покрытия. После очистки гильзы определяют площадь поврежденной поверхности и вырезают заготовку из стального листа или рулона ленты толщиной 0,3 мм. Лента должна перекрывать поврежденный участок гильз на 5… 10 мм. При этом используют сталь 10, 15, 20. Гильзу, подготовленную к ремонту, закрепляют в патроне установки и поджимают центром задней бабки торцевой частью к патрону. Затем на ремонтируемый участок детали накладывают ленту и приваривают к поверхности гильзы одной сварной точкой в середине верхней части ленты так, чтобы точка находилась на расстоянии не более 1…2 мм от края ленты. Чтобы уменьшить коробление и перекос ленты, нижнюю ее часть приваривают также одной сварной точкой, симметричной первой. Затем электроды перемещают к краям ленты и приваривают их сварными швами, перпендикулярным к образующей гильзы.
Для гильз, имеющих раковины глубиной более 5 мм, целесообразно использовать две установки. На первой установке к поверхности гильзы приваривают ленту (как было описано ранее), на второй — по краям ленты швами, параллельными образующей. Приварку ленты к поврежденной поверхности гильзы производят при режиме: частота вращения гильзы—1,5 …2,0 об/мин; подача сварочных клещей — 5,0 …6,0 мм/об; усилие сжатия электродов — 1000 Н; длительность импульса сварочного тока — 0,08 с; длительность паузы — 0,12 с; сила сварочного тока — 5400 А.
-
Читайте также:

Диаметр электродов принимают равным 150 мм, ширина верхней рабочей части — 5 мм, нижней— 12 мм.
Применение широких электродов /позволяет избежать разрушения поверхности гильзы, контактирующей с нижним электродом, поскольку тепло, выделяемое сварочным током, в этом случае более интенсивно отводится электродом от места нагрева детали.
Ремонт посадочных поясов гильзы. Гильзы с кавитационными разрушениями на нижнем посадочном пояске и с овальностью поясков, более допустимой, ремонтируют также контактной приваркой ленты. После очистки снимают установочные фаски под углом 30° с обоих торцов гильзы. Затем обтачивают или шлифуют верхний и нижний посадочные пояски до диаметра, менее номинального на 0,5 мм. Нижний посадочный поясок обрабатывают в месте контакта с резиновым уплотнительным кольцом на ширине 25 мм. Далее вырезают заготовку ленты из любой малоуглеродистой стали толщиной 0,4… 0,5 мм, устанавливают гильзу в патрон установки и приваривают ленту к пояскам гильзы отдельными кольцевыми швами.
К верхнему посадочному пояску ленту (приваривают двумя сварными швами, а к нижнему — четырьмя, соблюдая следующий режим приварки: частота вращения детали — 3 об/мин, подача сварочных клещей — ручная, усилие сжатия электродов — 1000 Н, сила сварочного тока — 5700 А, длительность импульса сварочного тока — 0,16 с, длительность паузы — 0,22 с.
После приварки ленты пояски гильзы шлифуют до номинального размера (см. табл. 30).
При закреплении гильзы на шлифовальном станке следует избегать ее деформации; установочные базы гильзы при шлифовании приваренного слоя должны совпадать с базами, принятыми для ее приварки.
Не допускается также выступание приваренного слоя относительно поверхности нижнего посадочного пояска, так как при запрессовке гильз возможен срез лентой части уплотнительного кольца.
Восстановление внутренней поверхности гильз цилиндров. После очистки, контроля, устранения кавитационных разрушений на наружной поверхности и восстановления посадочных поясков внутренняя поверхность гильзы обрабатывается на ремонтный размер, т. е. увеличение внутреннего диаметра на 0,7 мм; а гильз двигателей ЯМЗ-236, ЯМЗ-238НБ, ЯМЗ-240Б, А-01, А-41—на 0,5 мм.
Растачивание гильз производят на вертикальном алмазно-расточном станке модели 278 или 278Н. Станок оснащен приспособлением для крепления гильзы. Растачивают гильзы цилиндров до необходимых размеров за один проход при режиме: частота вращения шпинделя станка—112 об/мин, подача инструмента— 0,2 мм/об, глубина резания — 0,3 мм. Рекомендуемый режим обеспечивает овальность и конусность расточенной поверхности не более 0,04… 0,05 мм, шероховатость обработанной поверхности не более i?a=2,5… 1,25 мкм. В качестве режущего инструмента при растачивании применяют резцы с пластинками из твердого сплава ВК2. С помощью алмазных кругов режущие кромки пластинки доводят до шероховатости ^а=0,32… 0,16 мкм.
Этими резцами, вследствие недостаточной их стойкости, до переточки удается расточить не более 5… 7 гильз. В результате изнашивания резца овальность и конусность гильз возрастают до 0,08 …0,1 мм, а шероховатость обработанной поверхности гильз возрастает до Rz = 20… 10 мкм. Необходимо учитывать, что нижнюю часть гильзы шириной 30 мм и верхнюю шириной 10… 15 мм не закаливает. При переходе резца с незакаленного участка на закаленный резко возрастает усилие резания, под действием которого инструмент отжимается и диаметр растачиваемой гильзы изменяется. Разница диаметров закаленного и незакаленного участков достигает 0,15…0,2 мм и припуск на хонингование повышается. Существенно позволяет повысить производительность при растачивании гильз применение резцов из синтетического материала эльбора-Р. Высокая твердость, устойчивость при нагревании и не-смачиваемость расплавленным металлом обеспечивают высокие режущие свойства резцов, изготовленных из эльбора-Р.
Наиболее эффективно применение расточных резцов со вставками из эльбора-Р при растачивании до ремонтного размера гильз цилиндров двигателей типа ЯМЗ, твердость внутренней поверхности которых достигает HRC 50. Используют для растачивания вставки из эльбора-Р диаметром 8… 12 мм, выпускаемые серийно, заточив предварительно главный угол в плане до 45°, вспомогательный до 15°. Затачивают вставку на универсально-заточном станке ЗА64М кругами АЧК 125—150 из синтетических алмазов JIC010-6B1 100% до шероховатости /?а = 0,32… 0,16 мкм. С целью получения шероховатости ^ = 0,16… 0,08 мкм резцы доводят по форме такими же кругами из синтетических алмазов АСМЗ-5Б1 —¦ 100%- Резцами, заточенными таким образом, можно расточить до 70 гильз цилиндров без повторной заточки.
Растачивание гильз производится на станке 2А78Н без охлаждающей жидкости при 725 об/мин шпинделя станка, подаче 0,05 мм/об и глубине резания 0,3 мм. При таком режиме резания овальность и конусность гильз находится в пределах 0,01 …0,03 мм,, шероховатость* поверхности равна R&=0,63… 0,32 мкм. При такой обработке припуск на хонингование не превышает 0,04… 0,05 мм, что позволяет сократить затраты на хонингование на 30… 40%.
Шлифование гильз. На многих предприятиях вместо растачивания внутренней поверхности гильз применяют шлифование на специальном бесцентровом внутришлифовальном станке типа СШ-64. Гильзу устанавливают в приспособление, овальность наружной поверхности которого не превышает 0,02 мм.
Шлифовать гильзы надо плоскими абразивными кругами из белого электрокорунда зернистостью 40 среднемягкой твердости (ПП125X32X32 ЭВ40 СМ1-СМ2К). Правку круга производят автоматически на станке алмазным карандашом, желательно типа Ц. Шлифуют гильзы за два перехода. Сначала черновое шлифование, затем чистовое. Поперечную подачу круга на глубину шлифования производят за один двойной ход стола.
В качестве охлаждающей жидкости применяют воду с добавкой кальцинированной соды (2%) и небольшого количества мыла. При скорости перемещения стола 0,3… 8 м/мин, частота вращения шлифовального круга в минуту 5600, детали 160 об/мин окружная скорость шлифовального круга в зависимости от диаметра обрабатываемых гильз составляет 25… 35 м/с, детали — 55… 65 м/с. Поперечная подача круга за двойной ход составляет 0,01 …0,03 мм. При чистовом переходе уменьшают поперечную подачу до 0,005… …0,015 мм, а скорость перемещения стола до 0,3.. 4,5 м/мин и производят правку абразивного круга. После удаления припуска проходы делают без поперечной подачи до тех пор, когда абразивный круг перестанет искрить.
Овальность и конусность рабочей поверхности гильз после шлифования не превышает 0,03 мм, а шероховатость поверхности 7?а= = 1,25… 0,63 мкм. Температура гильзы в зоне шлифования достигает высоких значений, поэтому при нарушении режима на обработанной поверхности возможны прижоги и местный отпуск. Прижог характеризуется появлением цветов побежалости, трещин, напряжений. Прижоги возникают также при использовании более твердых абразивных кругов, недостаточном охлаждении и повышенном режиме резания. При невозможности заменить шлифовальный круг менее твердым, необходимо увеличить скорость перемещения стола, чтобы уменьшить нагрев обрабатываемой гильзы и улучшить условия затачивания круга. Другие дефекты, как грубая поверхность, царапины, следы дробления, .волнистость, появляются в результате вибраций системы станок—гильза — круг, затупления или засаливания абразивного круга.
Шлифование имеет высокую скорость съема металла, обеспечивает высокую точность и уменьшает шероховатость обработанной поверхности. Это позволяет повысить .производительность процесса хонингования и снизить расход абразивных брусков.
Хонингование гильз. После растачивания или шлифования внутреннюю поверхность гильзы хонингуют. Хонингование производят на вертикально-хонинговальном станке ЗМЗЗ или 3A83.
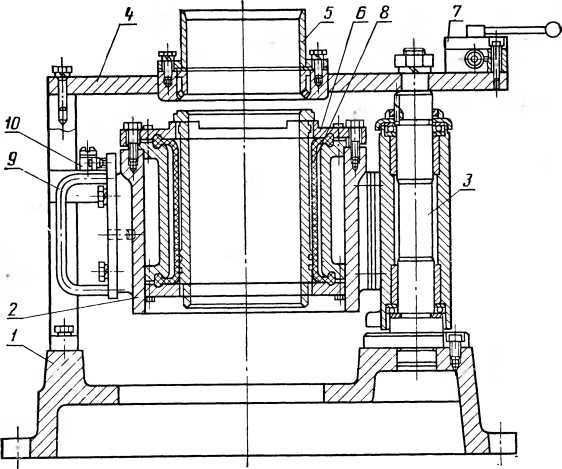
Рис. 73. Приспособление для крепления гильз при хонинговании: 1 — основание; 2 — корпус; 3 — ось; 4 — траверса; 5 — стакан направляющий; 6 — корпус; 7 — кран управления; 8 — диафрагма; 9 — кронштейн; 10 — защелка.
Гильзы закрепляют в диафрагмениых приспособлениях одно- или двухместных (рис. 73).
Для установки гильз в приспособление корпус 2 поворачивают вокруг оси 3, при этом установленную гильзу прижимают диафрагмой 8 к корпусу 6 с помощью сжатого воздуха, поступающего через кран управления 7. Закрепленная гильза фиксируется относительно оси шпинделя станка с помощью упора на кронштейне 9 и защелки 10. Для хонингования гильз цилиндров двигателей других марок производят замену корпуса 4 и стакана 5.
Хонинговальная головка (рис. 74) состоит из корпуса 5, в пазах которого помещаются колодки 4 с алмазными или абразивными брусками. Корпус 5 шарнирно соединен со стержнем 8 при помощи четырех осей и сухаря 6. Посредством штифта 9 хонинговальная головка соединяется со станком. К нижнему торцу корпуса 5 крепится ловитель /, являясь направляющим элементом. Усилие разжима от цилиндра станка через винт 10 и толкатель 14 передается на конус 3, который, перемещаясь в осевом направлении, штырями 2 разжимает колодки с брусками 4. Пружины 11 и 12 удерживают колодки с брусками от выпадания из пазов корпуса, пружина 13 удерживает от выпадания ось 7.
Применяемая хонинговальная головка позволяет хонинговать внутреннюю поверхность гильз цилиндров тракторных двигателей диаметрами 105, 110, 120, 130 мм. При переналадке головки производят замену корпуса 5, ловителя 1 и штырей 2. Алмазные бруски припаивают к колодкам хонинговальной головки. При пайке нагрев алмазоносной поверхности более 300 °С не допускается. К колодке бруски можно приклеивать эпоксидным клеем следующего состава (в весовых частях): смола ЭД-6—100, дибутилфталат — 15, наполнитель (стальной порошок)—40, отвердитель (полиэтиленполиамин) — 10.
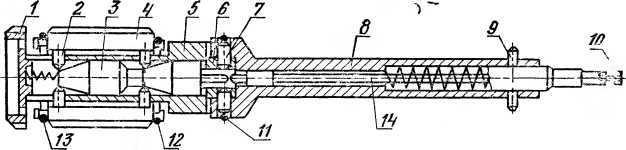
Рис. 74. Хонинговальная головка: 1 — ловитель; 2—штырь; 3 — конус; 4— колодка; 5 — корпус; б—сухарь; 7 — ось; 8 — стержень; 9 — штифт; 10— винт; 11, 12 и 13 — пружины; 14 — толкатель.
Бруски определенное время прирабатывают без охлаждающей жидкости на бракованных деталях. С целью ускорения приработки наносят абразивный порошок, смешанный с солидолом, на внутреннюю поверхность детали. Зернистость порошка должна быть выше зернистости алмазных брусков. Приработка прекращается при 70%-ном контакте бруска с обрабатываемой поверхностью. При чистовой обработке площадь контакта бруска и гильзы должна быть не менее 85%.
Черновое хонингование закаленных гильз цилиндров тракторных двигателей производят алмазными брусками А 250/200-М1Си-100% при окружной скорости хонинговальной головки 60… 70 м/мин и скорости возвратно-поступательного движения 15… 18 м/мин с удельным давлением разжима брусков 1,2… 1,5 МПа.
Припуск на черновое хонингование составляет 0,1 …0,12 мм. Получистовое хонингование производится брусками АСВ125/100-АСВ100/80-МС2-100% при окружной скорости хонинговальной головки 60 …70 м/мин и скорости возвратно-поступательного движения 12… 15 м/мин с удельным давлением разжима брусков 0,8… … 1,0 МПа. Припуск на получистовое хонингование составляет 0,03 мм. Чистовое хонингование осуществляется брусками АСМ28/20-МСВ-100% при окружной скорости хонинговальной головки 60… 70 м/мин, скорости возвратно-поступательного движения 10… 12 м/мин с удельным давлением разжима брусков 0,35 МПа. Припуск на чистовое хонингование составляет 0,005 мм. Хонингование незакаленных гильз цилиндров тракторных двигателей производится брусками: черновое АСР200/160—ОСРбО/125-М1 -100 %, получистовое — АСР-160/80—АСР 80/63-М 1-100 %, чистовое — ACM 28/20—АСМ20/14-М1-100%.
Режим при черновом хонинговании незакаленных гильз: окружная скорость хонинговальной головки — 60 м/мин, скорость возвратно-поступательного движения—18 м/мин, удельное давление разжима брусков — 0,6…1,0 МПа; получистовом: окружная скорость хонинговальной головки — 36 м/мин, скорость возвратно-поступательного движения — 15 м/мин, удельное давление разжима брусков — 0,6…0,8 МПа; чистовом: окружная скорость хонинговальной головки—16 м/мин, -скорость возвратно-поступательного движения — 18 м/мин, удельное давление разжима брусков — 0,4 …0,6 МПа. Припуск при черновом хонинговании незакаленных гильз принимается равным 0,05…0,08 мм; получистовом — 0,03 мм; чистовом — 0,005 мм.
В качестве охлаждающей жидкости при хонинговании применяют смесь керосина с 10% веретенного масла. Нагрев гильз более 50 °С в процессе хонингования не допускается. Овальность и конусность внутренней поверхности гильз после хонингования не должны превышать 0,02 мм, шероховатость должна быть не более i?a=0,32… 0,16 мкм.
Подрезка бурта. Операцию подрезки бурта выполняют перед последней операцией хонингования. Подрезают бурты на токарно-винторезном станке 16К20П. При этом гильзу устанавливают на гидропластовую оправку, которая обеспечивает центрирование гильзы до 0,01 мм, не дает местных деформаций при зажиме их и обладает высокими эксплуатационными качествами. Оправку крепят на шпинделе станка и соединяют штангой и пневмоцилиндром, который закреплен на шпинделе станка. Гильзу цилиндра устанавливают на оправку и фиксируют с помощью втулок оправки, которые разжимаются гидропластом. При обработке гильз цилиндров различных двигателей переналадку оправки с гидропластом производят путем замены оправки. Бурт подрезают резцами, закрепленными на оправке (рис. 75). Для установки резцов применяют специальное приспособление, показанное на рисунке 76. Приспособление устанавливают на верстак, где с помощью установочной- скобы плунжер 3, пластинку 4 и крестовину 5 устанавливают на нужный размер, а индикатор 6 — на нуль. После этого на приспособление накладывают оправку с резцами и резцы закрепляют в оправке по размеру опорного бурта гильзы цилиндра согласно таблице 31.
Подрезку бурта производят при 185 об/мин шпинделя станка и подаче 0,15 мм/об.
Контроль восстановленных гильз цилиндров. Отремонтированные гильзы цилиндров сортируются на размерные группы и должны отвечать требованиям согласно таблице 32.
Шероховатость внутренней рабочей поверхности гильз цилиндров должна быть не более Ra = 0,32 мкм. На внутренней поверхности гильз риски, забоины, черновины не допускаются. Допускаются на внутренней поверхности на расстоянии не более 60 мм от нижнего торца для гильз двигателей Д-240, Д-50, Д-65; 65 мм для гильз двигателей СМД-60, СМД-14; 80 мм для гильз двигателей ЯМЗ-236, ЯМЭ-238НБ, ЯМЗ-240Б, А-01М, А-41 газовые раковины величиной не более 1 мм по наибольшему измерению и глубиной не более 1 мм, отстоящие друг от друга на расстояние не менее 40 мм, в количестве не более 2-х.
На участках до 15 мм от верхнего, 8 мм от нижнего торцов гильз цилиндров двигателей Д-240, Д-50, Д-65 допускаются овальность и конусность 0,035 мм с увеличением диаметра к торцам. На участках до 15 мм от верхнего и нижнего торцов гильз двигателя СМД-60 допускаются овальность и конусность до 0,04 мм. На участках до 15 мм от верхнего, 9 мм от нижнего торцов гильзы двигателя СМД-14 овальность и конусность допускаются до 0,08 мм. На участках до 20 мм от верхнего и нижнего торцов гильз двигателей ЯМЗ-136, ЯМЭ-238НБ, ЯМЗ-240Б, А-01М, А-41 овальность и конусность допускаются до 0,035 мм с увеличением диаметра к торцам.
На всех перечисленных выше участках гильз допускается повышение шероховатости до 1,25 …0,63 мкм. Допускается уменьшение диаметра посадочных поясков от номинальных размеров на величину не более 0,05 мм.
Контроль внутреннего диаметра восстановленных гильз, биение посадочных поясков и торцов буртов относительно внутреннего диаметра гильз в специализированных предприятиях производят с помощью приспособления для контроля гильз цилиндров КИ-5475 ГОСНИТИ (рис. 77). Измерительное устройство 6 приспособления состоит из плиты 19 и стойки 20 с пневматическим калибром-пробкой. Над калибром-пробкой закреплена поворотная плита 9 с переходником 10, индикаторами 11, 12 и рычагом 14. Переходник с индикаторами 8 я 11 служит для измерения биения посадочных поясков, а индикатор 12 — для измерения торцевого биения бурта гильзы. Ограничитель 16 — упор при контроле торцевого биения бурта. Блок измерения 22 состоит из длинномера 21 со стабилизаторами 3, манометров 1, двухходового крана, фильтра-влагоотделителя 4. Настройка блока измерения производится по установочным кольцам-калибрам, которые имеются в комплекте приспособления.
При контроле гильзу надевают на калибр-пробку до упора и поворачивают вокруг оси на 360°. По показаниям индикаторов и .длинномера определяют соответственно биение торца бурта, посадочных поясков, а также диаметры, овальность и конусность внутренней поверхности гильзы в трех сечениях.
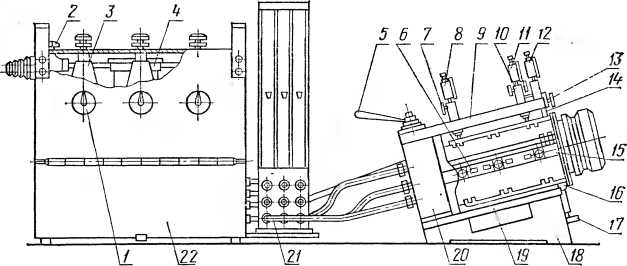
Рис. 77. Приспособление для контроля гильз: 1 — манометр; 2 — кран; 3— блок фильтра со стабилизатором; 4—фильтр-влагомаслоотде-литель; 5 — рукоятка; 6 — измерительное устройство; 7 — винт; 8, 11 и 12 — индикаторы; 9 — поворотная плита; 10 — переходник; 13 — винт; 14 — рычаг; 15 — калибр-пробка; 16 — упор; 17 — винт; 18 — подставка; 19 — плита; 20 — стойка; 21 — длинномер пневматический;: 22 — блок измерения.
Необходимое условие для обеспечения стабильной работы приспособления— высококачественная очистка воздуха от влаги и различных загрязнений, поступающих в систему вместе со сжатым воздухом, так как степень загрязнения воздуха непосредственно влияет на результаты измерений. Налет масла на стенках стеклянных трубок длинномера не только вносит погрешность в измерения, ,но и ухудшает эксплуатационные качества прибора. Кроме того, степень очистки воздуха влияет на работу стабилизатора давления и вносит систематические погрешности в результаты измерения.
Поступающий к приспособлению воздух должен быть предварительно очищен и осушен, для чего можно применять специальные установки типа УОВ-10, УОВ-20, УОВ-ЗО, групповые фильтры, ресиверы-отстойники и др.
Погрешность измерения длинномером — 0,006; индикатором — 0,015 мм. Пределы измерения длинномером — 0,025… 0,1; индикатором— 0…0,2 мм. Давление в сети должно быть 0,32 …0,6 МПа* рабочее давление — 0,15±0,05 МПа. Контроль гильз производят при температуре 20 °С. Осмотр внутренней поверхности гильз цилиндров на наличие рисок, черновин, забоин и т. д. производят на специальном приспособлении для дефектоскопии. Шероховатость внутренней рабочей поверхности гильз цилиндров в условиях ремонтных предприятий контролируют по образцам шероховатости поверхности.
Неравномерный износ цилиндра
Описание повреждения
Отверстия цилиндра имеют признаки неравномерного износа в виде отдельных блестящих полированных мест (рис. 2} Поршень не имеет признаков износа или мест истирания. Двигатель теряет масло в точках стыка, особенно, однако, на радиальных уплотнительных кольцах для вала. На рис. 1 четко видна коррозия на наружном периметре гильзы, которая после установки в цилиндр вызвала некруглость цилиндра
| рис. 2 |
Оценка повреждения
Неравномерный зеркальный внешний вид поверхности скольжения на рабочих поверхностях цилиндра всегда является признаком перекоса цилиндра. Слишком мокрые или сухие гильзы цилиндров могут иметь перекос уже непосредственно после сборки. Поршневые кольца не могут безупречно герметизировать перекос цилиндра ни относительно масла, ни относительно газов сжигания. Масло проходит мимо поршневых колец, попадает в камеру сгорания и сжигается. В результате газов сжигания, протекающих в большом объеме мимо поршня, также повышается давление в блок-картере. Это избыточное давление приводит к потере масла в различных местах стыка двигателя, особенно на радиальных уплотнительных кольцах для вала. Кроме того, масло продавливается во впускной и выпускной коллекторы через направляющую клапана, всасывается двигателем и сжигается или выбрасывается.
Возможные причины повреждения
• неравномерная или неправильная затяжка болтов головки блока цилиндров
• неплоские торцевые поверхности блока цилиндров и головки блока цилиндров.
• нечистая или перекошенная резьба болтов головки блока цилиндров
• неподходящие или неправильные уплотнения головки блока цилиндров.
• дефектная опора буртика в картере, неправильный выступ буртика и перекос и/или износ нижней направляющей буртика могут быть причиной существенного перекоса цилиндра.
• слишком слабая или слишком прочная посадка буртика в картере (в сухих гильзах цилиндра).
• В базовых отверстиях картера в сухих втулках в эксплуатации часто появляются существенные неровности из-за контактной коррозии (коррозия в посадке, рис. 1). В таком случае базовое отверстие цилиндра должно быть тщательно очищено. Если эта очистка сама не обещает успеха, необходимо доработать базовые отверстия цилиндра и затем установить гильзы цилиндра с избыточным наружным размером. Эти очень тонкостенные гильзы должны прилегать к отверстию по всей длине и всему периметру. Если этого нет то, гильзы деформируются уже при вводе в базовое отверстие и тем более в работе двигателя. В сухих гильзах цилиндра различают исполнения «Pressfit» и «Slipfit». Гильзы «Pressfit» впрессовываются в блок цилиндров двигателя, после этого необходимо провести еще расточку и хонингование. Гильзы «Slipfit» полностью обработаны, они вводятся только в базовое отверстие. Из-за зазора, который остается в гильзах «Slipfit» между гильзой и базовым отверстием цилиндра, это исполнение в отличие от исполнения «Pressfit» скорее вызывает проблемы, связанные с перекосом и коррозией.
двигатели склонны к перекосу при монтаже головки блока цилиндров. Если расточка и хонингование в этих двигателях осуществляются обычным способом, то при последующей эксплуатации могут возникнуть проблемы в связи с перекосами.
Рекомендация:
в блоках цилиндров без гильз с цилиндрами,просверленными непосредственно в блок цилиндров, рекомендуется перед обработкой цилиндров навинтить на торцевую поверхность блока цилиндров нажимную пластину. Эта нажимная пластина имеет те же отверстия, что и блок цилиндров за исключением водяных каналов, ее толщина составляет несколько сантиметров. Благодаря навинчиванию и заданной затяжке с моментом затяжки болтов головки блока цилиндров создаются условия напряжений при обработке цилиндра, как будто установлена головка блока цилиндров. Перекосы в отверстиях цилиндров, которые могут возникнуть при затяжке болтов головки, создаются таким образом в определенном виде и учитываются при обработке. Это обеспечивает (при условии правильной обработки) максимальную круглость и цилиндричность отверстия цилиндра при последующей эксплуатации двигателя
Гильзы мокрые, сухие и с воздушным охлаждением
В случае с мокрыми гильзами
наблюдается соприкосновение её поверхности с охлаждающей жидкостью как на змз 402, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Сухие гильзы
с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми. Гильзы, устанавливаемые в двигателях
с воздушным охлаждением
, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки. Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику.
Блестящие места в верхней зоне цилиндра
Описание повреждения
Рабочая поверхность цилиндра имеет в верхней части металлические места с глянцевым блеском, на которых уже исчезла хонинговальная структура (рис, 1 + 2). Сам поршень не имеет значительных следов износа. Двигатель имеет повышенный расход масла.
Оценка повреждения
Такие виды износа появляются тогда, когда при эксплуатации на жаровом поясе поршня образовывается твердый масляный нагар в результате несгоревшего масла и остатков горения (рис. 3). Этот нагар имеет абразивный эффект и в работе приводит к повышенному износу в верхней части цилиндра от движения поршня вверх и вниз и перекладка. Повышенный расход масла не вызывается самими местами блеска, потому что цилиндр в результате полирования не теряет существенно свою круглую форму и поршневые кольца и далее могут выполнять свою функцию уплотнения. Смазка цилиндра также не понижается, потому что несмотря на потерю хонинговальной структуры в открытых зернах графита поверхности цилиндра всетаки находится достаточное количество масла. При оценке такого повреждения важно, что в данном случае места блеска появились только в местах в цилиндре, которые в работе вступают в контакт с жаровым поясом с масляным нагаром. Если места блеска имеются также в других местах, по которым жаровой пояс не проходит, то причина скорее связана с перекосом цилиндра (пункт «3.10.4 Неравномерный износ цилиндров»), с переполнением топливом (пункт 3.11.3 Износ поршней, поршневых колец и цилиндров от переполнения топливом») или с попаданием загрязнений (пункт «3.11.2 Износ поршней, поршневых колец и цилиндров вследствие загрязнений»).
Возможные причины повреждения
• Попадание чрезмерно большого количества моторного масла в камеру сгорания из-за дефектов турбонагнетателя, недостаточное отделение масла в системе вентиляции двигателя, дефектов уплотнений стержней клапанов и т. д.
• Избыточное давление в блок-картере из-за большого количества газов, проникших в картер из камеры сгорания, или из-за дефектного клапана вентиляции картера.
• Недостаточная конечная обработка цилиндра и в результате этого повышенный выход масла в камеру сгорания (см. к этому также пункт 3.11.3 Износ поршневых колец вскоре после капитального ремонта двигателя).
• Использование неразрешенных к применению моторных масел или моторных масел низкого качества.



