Проголосуй
Вопрос о том, как расточить блок цилиндров в домашних условиях, в основном задают те начинающие умельцы, которые стремятся все соорудить собственноручно. Потому что сразу же возникает и резонное недоумение: а есть ли вообще целесообразность в проведении подобной работы в гаражных условиях? Ведь шлифовать блок цилиндров, так сказать, на коленке – довольно неблагодарное занятие. И времени много будет потрачено и сил. Да и ставится под сомнение точность произведенной расточки.
Как расточить блок цилиндров в домашних условиях? Это можно и без станка сделать несколькими народными способами. Они потребуют от энтузиаста терпения и времени. Вообще-то многие мастера рекомендуют это делать все же, используя специализированный расточный станок. Здесь цилиндр будет подогнан почти идеально (хотя многое также зависит и от профессионализма мастера). А вот расточка вручную может и не дать идеального исполнения. Хотя, если нет доступа к станку, как вариант – может быть применена, особенно для моторных блоков мотоциклов или мопедов.
Первый способ: используя дрель
- Чтобы расточить цилиндры можно использовать обыкновенную электродрель с малыми оборотами, но помощнее. Также нам понадобится изношенный поршень б/у с зазором (боковым) в самой гильзе. Еще будет нужна шпилька цилиндра и наждачка различного калибра на основе материи;
- В б/ушном поршне по центру сверлим дырку под шпильку, а на нее накручиваем гайку. Шпильку вставляем, чтобы торчала вверх, и крепление затягиваем достаточно сильно;
- На поршне пропиливаем разрез (ножовкой по металлу), в него вставляем наждачку, оборачивая вокруг конструкции, а саму получившуюся насадку вставляем в гнездо электродрели, затянув плотно;
- Сам цилиндр закрепляем, чтобы не двигался от производимых работ. Насадка должна проходить гильзу насквозь;
- Начинаем процесс расточки, включив дрель на небольшие обороты. Точим вверх и вниз, следя за тем, чтобы наждачная бумага не выходила из контакта с внутренней стороной гильзы. Сначала применяем крупную, затем, когда новый поршень уже будет заходить в гильзу на 2/3 длины, более мелкую, и дотачиваем до размера;
- В конце шлифуем зеркало нулевкой. Хотя и советуют многие проводить расточку смачивая маслом, мы пробовали – и на сухую замечательно выходит. А равномерность можно почувствовать руками при определенной сноровке.
Совет:
чтобы не отбить руки, шлифуя дрелью, продумайте, как хорошенько закрепить цилиндр, стараясь не повредить его при этом.
Методы гильзовки
Гильзовка может производиться двумя методами:
холодным
Если на двигателе заранее установлены «мокрые» гильзы, то их замену можно осуществить без всякой расточки и даже без помощи специального высокоточного оборудования. В таком случае старая гильза вынимается, посадочное гнездо смазывается герметиком, и на ее место вставляется новая. Такой ремонт блоков даже не считается капитальным.
горячим
Без этого метода никак не обойтись, если производится ремонт блока цилиндров с «сухими» гильзами. Подобный ремонт производится в таком порядке: блоки цилиндров нагреваются в печи или паяльной лампой до 130- 150 градусов. Гильза, напротив, охлаждается до предельно допустимых температур с помощью жидкого азота, из-за чего уменьшается в объеме. Затем гильзу обрабатывают составом от образования конденсата и просто вставляют в горячее посадочное гнездо. Когда расширенный металл блока цилиндров уменьшится в объемах, он плотно зафиксирует гильзы в гнездах.
Гильзовка алюминиевых блоков чугунными гильзами
Второй способ: при помощи деревянной оправки
- Единственное, что придется-таки обратиться к мастеру, который бы выточил оправку для выполнения работ. Ее можно сделать из дерева по следующему принципу. Если собрались, к примеру, растачивать цилиндр на 76, то оправка из деревянного круглого бруса должна быть 74 мм в диаметре. А в длину подобная фишка должна быть больше цилиндра на 150-200 мм;
- В самой оправке, изготовленной по размерам, сверлим дырку для воротка. А вдоль пропиливаем разрез ножовкой, куда мы будем впоследствии вставлять наждачную бумагу для проведения работ по расточке. Глубина паза – примерно 10 мм;
- Наждак покупаем и с крупным, и с мелким зерном и, желательно, влагостойкий, на матерчатой основе;
- Вставляем наждак в надрез на оправке и оборачиваем вокруг. Вначале это должен быть крупный. Наждачный материал обильно смачиваем смазкой и приступаем к самому процессу. Делать это надо так: вращать оправку внутри, до достаточно свободного движения. После чего, если самодельная насадка двигается слишком свободно, надо проложить под шлифующий материал полосу бумаги или картон, обернув вокруг.
В идеале поршень должен находится в цилиндре довольно плотно и не смещаться вниз от своего веса (это для машинных моторов). А на мотоциклетных – поршень может сновать довольно легко, но не должен болтаться (так как при нагреве его будет подклинивать от расширения).
- Читайте также:
Как видим, в вопросе, как расточить блок цилиндров в домашних условиях, ничего военного не наблюдается. Требуется, разве что, отменное терпение и аккуратность. Ну, и время, потраченное на расточку.
Однажды наступает тот печальный момент, когда у двигателя внутреннего сгорания пропадает компрессия. Вялость автомобиля и черный дым из выхлопной трубы – верные тому признаки. Чаще при таком исходе ничто уже не может помочь. Единственный выход – расточка блока цилиндров.
И хотя производители регламентируют пробег без капитального ремонта ДВС около 200 тыс. км, а то и больше, но реальность диктует свои правила. Все зависит, во-первых, от стиля вождения, а он у многих не идеален, во-вторых, от качества бензина, масла, металла двигателя и прочих факторов, которые тоже оставляют желать лучшего.
Расточка блока цилиндров — всё о ней.
Расточка блока цилиндров двигателя является ремонтной операцией по восстановлению правильной геометрии изношенных цилиндров и нужного рабочего зазора между поршнями и стенками цилиндров (или гильз цилиндров). И вроде бы это не такая уж и сложная операция, при наличии некоторых знаний и нужного расточного оборудования, однако имеется ряд важных нюансов, о которых не знают, или просто не учитывают некоторые ремонтники и все эти нюансы и тонкости я постараюсь описать в этой статье.
Перед тем как начать писать эту статью и всё, что связано с расточкой блока цилиндров я замечу, что эта статья будет полезна не только автомобилистам, но и конечно же владельцам мотоциклов — ведь цилиндры и ремонтные операции по их восстановлению у автомобилей и мотоциклов практически одинаковы.
После определённого пробега двигателя, каким бы качественным не было бы моторное масло и материал стенок блока цилиндров, они постепенно изнашиваются, их правильная геометрия теряется, зазоры между поршнями и стенками цилиндров увеличиваются и в итоге двигатель теряет былую компрессию и соответственно резвость (мощность ).
Кстати замер компрессии и выявление её низкого значения и является главным критерием того, что мотор пора разбирать а блок растачивать, если конечно с клапанным механизмом всё в порядке (как узнать от чего плохая компрессия я уже писал, например в статье про компрессию — ссылка чуть выше).
К тому же, кроме потери мощности, мотор уже хуже заводится и возрастает расход моторного масла и после каждой поездки приходится восстанавливать его уровень, что добавляет некоторые неудобства водителю и он начинает задумываться о ремонте. А вот как произвести такой ремонт правильно и будет описано в этой статье.
И если даже кто-то и не будет делать его самостоятельно (ведь не у каждого в гараже стоит расточной станок), зато после прочтения этой статьи у автовладельцев уже появится возможность грамотно проконтролировать работников автосервиса, которые выполняли расточку цилиндров и в любой момент водитель сможет произвести соответствующие проверочные замеры и оценить качество работы, а это важно знать, перед тем как начинать сборку двигателя.
 Читайте также:
Читайте также:

К тому же ещё перед тем, как блок цилиндров начали растачивать, водитель по подготовительным действиям работников автосервиса (какие они должны быть я опишу ниже) сможет понять, доверять им расточку, или может быть лучше сменить мастерскую пока не поздно. Ведь не секрет, что после расточки цилиндров в некоторых мастерских, многие двигатели уже не проходят тот же ресурс, какой был у нового мотора.
А всё дело в правильных подготовительных операциях перед расточкой блока, так как правильная подготовка блока и оборудования очень важна (не менее чем сама расточка) и напрямую влияет на дальнейший ресурс отремонтированного двигателя. Все эти нюансы я опишу чуть ниже и надеюсь они помогут правильно выбрать ремонтную мастерскую и конечно же помогут существенно увеличить ресурс вашего мотора после его ремонта.
Расточка блока цилиндров — Важное — подготовка к работе и нужные приспособления.
И так, перед расточкой блока цилиндров очень важно сделать то, чем многие ремонтники пренебрегают, или просто не знают.
ПЕРВЫЙ ВАЖНЫЙ НЮАНС.
Как правило многие ремонтные мастерские, которые занимаются расточкой и хонинговкой блоков, при расточке цилиндров, главной-базовой плоскостью считают нижнюю плоскость блока мотора, к которой крепится поддон для масла. Говоря проще, станочники перед расточкой берут и ставят блок цилиндров двигателя на крепёжный стол своего станка, затем выверяют и совмещают ось расточной головки с осью растачиваемого цилиндра, далее зажимают блок цилиндров и начинают расточные операции.
Но ведь никто из большинства ремонтников-расточников никогда и не задумывается (ну может быть только когда растачивал блок своего двигателя), а точно ли параллельна нижняя плоскость блока цилиндров мотора оси распределительного и коленчатого вала ??? А точно ли перпендикулярна нижняя плоскость растачиваемого блока осям всех цилиндров этого блока ???
И если даже при серийном производстве на наших автозаводах и выполнили это важное условие (что мне с трудом верится), то от каждодневных нагрузок от перевыполнения плана, постоянной нехватки времени и в процессе интенсивной эксплуатации оборудования, это условие со временем нарушилось. И может быть даже всего на чуть чуть — примерно на доли градуса, а может и больше, а кто это знает и кто вообще это проверяет, особенно сейчас ? Да всего лишь какие то единицы действительно грамотных мотористов, которых ещё нужно постараться найти.
К тому же на многих автозаводах (особенно отечественных) не учитывается процесс изменения формы блока, через некоторое время, в процессе старения блока цилиндров и их сразу же растачивают и отправляют на конвейр для сборки мотора (о процессе старения я ещё напишу ниже).
-
Читайте также:

Не перпендикулярность оси цилиндра и оси коленчатого вала приведёт к быстрому износу деталей двигателя.
И конечно же в итоге, оси коленчатого вала (да и распределительного тоже) оказываются не строго перпендикулярны стенкам цилиндра (осям гильз цилиндров). Чудес не бывает и значит получается, что на шатуны и вкладыши двигателя постоянно будет давить пусть небольшая, но всё таки изгибающая сила.
А значит от этого кольца, поршни, да и стенки гильз цилиндров будут в процессе работы двигателя изнашиваться неравномерно (с одной стороны больше, с другой меньше). Добавим к этому ещё и то, что же между поршнями и стенками цилиндров, будет образовываться не правильная (неравномерная) плёнка моторного масла, то есть менее устойчивая клинообразная плёнка масла, которая будет постоянно выдавливаться из под клина трущейся пары (поршень-цилиндр).
Следует отметить, что неравномерный слой моторного масла в виде клина, будет образовываться и между шейками и вкладышами коленчатого вала (см. рисунок 3). В результате всего этого при эксплуатации двигателя будет происходить ускоренный износ деталей и разумеется ресурс такого двигателя будет совсем небольшим.
Прочитав то, что написано выше, не сложно сделать естественный вывод, что прежде чем расточнику начинать расточку цилиндров блока двигателя, следует обязательно проверить постели коренных вкладышей коленчатого вала (да и распредвала тоже и вообще любых постелей) на их точную соосность и цилиндричность.
А главное следует обязательно проверить точную перпендикулярность отверстий (осей) постелей относительно осям всех цилиндров двигателя. И уже исходя от этого, правильно закреплять блок в станке и обрабатывать поверхность цилиндров. Проверку можно произвести например с помощью специально сделанных приспособлений, на основе индикатора часового типа, да и вообще любой расточник, ну или фрезеровщик, знает как и с помощью чего произвести такую проверку, но самое печальное, что делают её лишь единицы.
И ещё один нюанс — если нижняя плоскость блока двигателя (которую считают базовой) не перпендикулярна осям всех цилиндров мотора, то лучше не подкладывать под нижнюю плоскость блока металлические пластинки, которые немного приподнимут блок с нужной стороны и компенсируют не перпендикулярность, а следует шлифануть нижнюю плоскость блока на шлифовальном станке (ну или хотя бы на фрезерном), чтобы исправить дефект несоответствия.
И только после этого можно буде уже спокойно ложить блок мотора на стол расточного станка, закреплять его и растачивать, ну и затем хонинговать цилиндры (опять же правильным — безабразивным хоном, которые не будет шаржировать поверхности стенок цилиндров). И именно так делают настоящие грамотные и профессиональные мотористы расточники (к сожалению их больше за рубежом).
И если даже многие авто или мото-владельцы не смогут самостоятельно произвести грамотную подготовку к расточке и саму расточку (ведь не у каждого есть дорогой расточной станок в гаражной мастерской), но зато Вы, уважаемые читатели моего сайта, прочитав эту статью, надеюсь уже сможете адекватно контролировать расточников в каком то автосервисе, которым вы доверите ремонт своего двигателя, а не тупо кивать с открытым ртом на всё, что они Вам говорят и просто безразлично смотреть на их действия, мол якобы они профессионалы и сами всё знают.

ВТОРОЙ ВАЖНЫЙ НЮАНС.
И ещё один очень важный момент, касающийся подготовке к расточке блока цилиндров или их хонинговке. Многие водители и даже ремонтники-расточники не ведают, что при сборке мотора и установки головки цилиндров на блок двигателя и затяжки всех крепёжных болтов головки, геометрическая форма цилиндров немного меняется, так как металл есть металл (любой сплав имеет некоторую пластичность и упругость).
И в реальности получается, что после обжатия всех крепёжных болтов головки динамометрическим ключом, с положенным моментом, сам цилиндр (или цилиндры) уже перестают быть строго цилиндрическим (после обжатия цилиндры принимают вид той же бочки), даже если их изготовили очень точно и до обжатия они были строго цилиндрическим.
Правильная хонинговка цилиндра. 1 — блок цилиндров, 2 — алюминиевая плита с отверстиями, вместо головки, 3 — хон с безабразивными брусочками.
Из выше описанного следует сделать вполне обоснованный и правильный вывод, что и растачивать любой цилиндр, следует обязательно ОБЖАТЫМ с таким же моментом, с каким он будет обжат вместе с головкой после сборки мотора. А для этого следует изготовить из толстой плиты (можно даже из старой головки) плиту, показанную на рисунке 2 слева.
Плита изготавливается с отверстиями под расточной резец или хон (отверстия чуть больше диаметра цилиндров) и с отверстиями под крепёжные болты, с помощью которых плита прижмётся к цилиндрам так же как и головка на двигателе (с таким же положенным моментом).
И только после такой подготовительной операции можно смело начинать расточку блока цилиндров.
После расточки всех цилиндров и откручивания крепёжных болтов (ну и снятия плиты с блока цилиндров), геометрическая форма расточенных и отхонингованных цилиндров, тут же немного нарушится (форма станет примерно такой, как у песочных часов, в середине уже, а сверху и снизу шире).
Но нам теперь остаётся только установить на отремонтированный таким способом блок штатную головку двигателя и затем обжать весь бутерброд динамометрическим ключом с положенным моментом (с таким же как была обжата плита перед расточкой цилиндров), и геометрия расточенных цилиндров Вашего двигателя станет идеальной ! И конечно же цилиндры отремонтированного таким способом Вашего двигателя, станут лучше новых заводских!
Ведь при заводском серийном производстве большинства двигателей на заводах (по крайней мере отечественных), вышеописанную правильную технологию расточки и хонинговки вряд ли применяют (а если и применяют, то только на зарубежных автозаводах выпускающих престижные автомобили).
Ну и конечно же в большинстве ремонтных расточных мастерских, так грамотно и правильно двигатели тоже не обрабатывают и не ремонтируют, а если кто то из некоторых редких ремонтников и делает это, то только для своего двигателя и таких знающих мотористов ещё придётся поискать, чего я Вам очень советую, если конечно же вы желаете долго и без проблем и ремонта ездить на своём автомобиле (или мотоцикле) и не хотите в ближайшее время избавиться от своего любимого коня.
И ещё — учитывать и проверять первый из двух важных нюансов, которые я выделил выше оранжевым цветом, особенно очень важно перед расточкой блоков наших отечественных двигателей, которые собирают на заводе не выдерживая блоки некоторое время на полке, пока происходит процесс старения блока, при котором он меняет форму и происходит потеря геометрической формы всех ранее расточенных отверстий (отверстий цилиндров, постелей валов и т.п.).
И в итоге отечественные блоки со временем как бы «разъезжаются» то есть у них постепенно перекашиваются отверстия всех четырёх цилиндров , относительно постелей подшипников скольжения коленчатого вала и распредвала.
А всё, что необходимо сделать перед расточкой блока цилиндров — это:
- проверить и выполнить два основных нюанса, которые я выделил оранжевым цветом и подробно описал выше.
- доработать блок, если оси постелей коленвала и распредвала не перпендикулярны осям цилиндров.
- доработать блок (шлифануть плоскость) если нижняя плоскость блока не перпендикулярна осям цилиндров.
- затем установить и закрепить блок в поперечной плоскости станка правильно, согласно оси расточной головки.
- перепроверить и откорректировать положение блока цилиндров (с помощью индикатора часового типа) относительно оси расточной головки.
- затем следует обкатать поверхность стенок цилиндров носиком индикатора-нутромера, чтобы найти центра цилиндров (у фирменных расточных станков индикатор вмонтирован в станке — это видно на видео ниже и входит в комплектацию станка).
- ну и остаётся установить расточную головку под нужный диаметр расточки, с припуском на хонингование, которые я опишу ниже.
- произвести расточку блока цилиндров.
Ну а теперь переходим к цифрам, так сказать какие должны быть зазоры, замеры и прочие нюансы, которые будут полезны новичкам и не только.
Цилиндр двигателя — его износ, замеры и правильная геометрия нового цилиндра, или после расточки цилиндров.
Для начала рассмотрим немного, какой получается форма цилиндров после большого пробега двигателя и какой должна быть правильная геометрия нового цилиндра (цилиндров) двигателя, или после расточки, так как эти знания помогут произвести нужные замеры и вообще контролировать геометрию расточенных цилиндров.
Естественно любому понятно, что форма цилиндров двигателя должна быть по форме идеально ровного цилиндра, который имеет абсолютно одинаковые диаметры в любом месте по высоте, а так же при замерах в диаметрально противоположных направлениях (крест-накрест).
Но многие водители, да и практически все ремонтники знают, что изнашивается поршневая группа (цилиндр (гильза) и поршни) неравномерно, так как поршень испытывает наибольшее трение о цилиндр в его середине, и меньшее трение в низу и в верху. От этого форма выработки стенок цилиндров блока образуется в виде бочки (в середине износ больше, а сверху и снизу цилиндра меньше).
индикаторный нутромер
Так же следует учесть, что трение поршня о цилиндр больше спереди и сзади цилиндра, а с боков трение меньше. Это происходит от того, что шатун ходит и создаёт давление взад и вперёд, а не вправо-влево. И разумеется от этого и выработка получается неравномерной, то есть спереди и сзади она больше, а с боков меньше и в итоге цилиндр постепенно превращается в овал.
Такая же неравномерная выработка происходит конечно же и на поршне (поршнях), но поршень нам не важен, так как после расточки при сборке мотора будет заменяться новым, а вот знать как и где вырабатывается цилиндр (гильза) новичкам будет очень полезно.
Замер цилиндра мотоцикла индикаторным нутромером.
И из этих знаний и исходит то, как правильно замерять цилиндр, чтобы увидеть его износ и на сколько придётся растачивать. И значит замерять цилиндр с помощью нутромера следует в нескольких местах. Как пользоваться нутромером в интернете информации море, да и я уже об этом написал вот тут и мне нет смысла повторяться.
Места замера цилиндра нутромером.
Кто не знает как пользоваться индикаторным нутромером и кому нужно узнать, то могут кликнуть на ссылку чуть выше и почитать статью в отдельной вкладке. А вот в каких местах производить замеры изношенного цилиндра смотрим на рисунке слева.
Там видно, что точный диаметр цилиндра (как изношенного, так и расточенного для проверки качества) измеряется нутромером в четырёх поясах, но замеры этих поясов производим как в продольном, так и в поперечном направлении (крест-накрест), чтобы узнать не только износ в виде бочки, но и в виде овала.
А вообще проверка цилиндров на износ (и вообще пора ли их растачивать или они ещё поработают) заключается в том, не превышает ли их износ максимально допустимый — 0,15 мм (это для четырёхцилиндровых моторов с объёмом 1,5 — 2.0 литра, а для большекубатурных моторов зазоры могут быть чуть больше, а для малокубатурных зазоры могут быть чуть меньше и максимально допустимые значения можно узнать в мануале конкретного двигателя).
Перед замерами сначала следует настроить индикаторный нутромер на ноль и для настройки нутромера в раскрученных мастерских используется специальный калибр (кольцо из набора), но он не у всех есть, особенно у гаражных мастеров. Но не беда, ведь индикаторный нутромер вполне возможно выставить по диаметру цилиндра в той части, где он не изнашивается ( ведь в самом верху цилиндра любого мотора образуется ступенька, куда поршень не доходит при работе мотора).
Поэтому, по разнице замеров ( размеров) в не изношенном в самом верху месте и в остальных поясах можно судить о степени износа цилиндров.
Также, нутромер можно настроить и по микрометру, а размер на микрометре выставляется по мануалу вашего автомобиля, в котором указывается диаметр нового цилиндра, или по номеру очередного ремонта). Замерив цилиндр в четырёх поясах и в диаметрально противоположных направлениях записываем показания.
И если максимальная степень износа в середине цилиндра (в районе выработанных в середине стенок в виде бочки) превышает 0,15 мм., то это значит, что необходимо произвести расточку блока цилиндров до ближайшего ремонтного размера, оставив припуск в 0,03 мм., под дальнейшее хонингование с помощью хона, который подробно описан вот тут (припуск может быть и около 0,1-0,15 мм на диаметр, у двигателей с бóльшими рабочими объёмами, или с хонинговкой с абразивными брусками).
После расточки хонингуем цилиндры блока только с помощью безобразивных брусков, и только они позволят не шаржироваться стенкам цилиндров вашего двигателя абразивной пылью и таким образом ваши кольца и поршни проработают положенный им ресурс — это важно и подробно я об этом уже писал в отдельной очень полезной статье о правильном капитальном ремонте вот здесь.
Там же описаны и правильные подготовительные операции перед расточкой блока цилиндров, которые так же позволят сделать ресурс отремонтированного мотора не хуже и даже лучше, чем у нового. Но о правильных подготовительных операциях я написал и здесь, чуть выше, в отдельном разделе — подготовка к расточке.
При хонинговке следует выдержать такой диаметр цилиндра (цилиндров), чтобы при установке выбранного ремонтного поршня зазор между ним и цилиндром был в пределах 0,025 — 0,045 мм. Как правило, по наружному диаметру новые поршни разбиты на пять классов А, В, С, D. E, через каждые 0,01 мм. Также следует напомнить, что наружная поверхность качественного поршня от любой авторитетной фирмы имеет сложную форму.
То есть по высоте форма поршня немного коническая (это можно проверить с помощью микрометра), а в поперечном сечении овальная, поэтому измерять диаметр нового поршня необходимо в плоскости, перпендикулярной поршневому пальцу и в районе пояса поршневого пальца.
Так же поршни по диаметру отверстия под поршневой палец делятся как правило на три класса 1 , 2, и 3 через каждые 0,004 мм., но у разных производителей могут быть и другие классы и размеры. Классы диаметров поршня и отверстия под поршневой палец обычно выбиваются на днище поршня.
Ещё следует учесть, что поршни делятся ещё на три группы по весу (массе) и разумеется на двигателе все поршни должны быть одинаковой группы по массе. А вообще я советую всегда и поршни, и шатуны (особенно от неизвестных производителей) взвешивать перед установкой на цифровых весах, и если есть даже небольшая разница в весе, то следует сточить в не ответственном месте лишний материал.
Ну и поршни ремонтных размеров для отечественных и некоторых импортных автомобилей и мотоциклов обычно изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром (может быть и больше). Стрелка на поршне показывает, что при установке в цилиндр она должна быть направленна в сторону распредвала.
Выше было описано то, что нужно знать новичкам, ну а что касаемо самого процесса расточки блока цилиндров, то описывать его нет смысла, лучше посмотреть видеоролики на эту тему, которые я опубликовал ниже. Но следует всё же написать основное, говоря простым языком, а именно:
Расточка блока цилиндров необходима для восстановления правильной геометрии изношенных цилиндров (то есть чтобы удалить бочку и овал), а также чтобы восстановить требуемый зазор между цилиндром и поршнем. Восстановить требуемый зазор между родными изношенными поршнями и расточенными цилиндрами конечно же не получится, ведь диаметр расточенных цилиндров станет немного больше.
И разумеется зазор восстанавливают между новым ремонтным поршнем, который чуть больше по диаметру, и цилиндром. Для этого следует увеличить диаметр цилиндра с помощью расточки и хонинговки, в соответствии с наружным диаметром нового ремонтного поршня, плюс рабочий зазор. Ну и конечно же расточка уберёт и «бочку» и «овал» и как было сказано выше, восстановит правильную геометрию идеально ровного цилиндра.
Как было описано мной выше, среднее значение необходимого рабочего зазора у большинства серийных двигателей в пределах 0,04-0,05 мм. То есть говоря проще для новичков — это та величина рабочего зазора, на которую диаметр цилиндра должен быть больше наибольшего диаметра ремонтного поршня (как я уже говорил, измеряем наибольший диаметр на юбке поршня в месте перпендикулярном оси отверстия поршневого пальца), и рабочий зазор необходим чтобы поршень не заклинило в цилиндре от теплового расширения.
Зазор может быть и другим (например на большекубатурных моторах), в зависимости от диаметра цилиндров и поршней, а так же тепловой зазор зависит от материала поршня и разумеется, чем больше тепловое расширение материала поршня, тем больше должен быть рабочий зазор между поршнем и цилиндром двигателя. Раньше, когда поршни делали из такого же материала как и гильзы цилиндров, то есть из чугуна, рабочий зазор был очень мал, ведь тепловое расширение у гильзы и у поршня было практически одинаковым.
Кстати и сейчас, у самых современных двигателей, у которых блок цилиндров изготовлен из лёгкого сплава и имеет почти такое же тепловое расширение как и поршни, то есть блок цилиндров не имеет гильз, а имеет никасилевое покрытие, или ещё более современное покрытие керонайтом, рабочие зазоры соответственно меньше, чем у более старых чугунных блоков, или алюминиевых блоков с чугунными гильзами.
Конечно же любой грамотный расточник знает (или уточняет перед расточкой), какие должны быть рабочие зазоры между поршнем и цилиндром, в зависимости от материала цилиндров и их теплового расширения.
Но получить после расточки требуемый рабочий зазор между новым ремонтным поршнем и стенками цилиндров — это ещё не всё. Также обязательно следует добиться того, чтобы конусность и элипсность каждого цилиндра в блоке не превышали допустимые 0,01 мм.
Иначе в цилиндрах вашего двигателя не получится нужного рабочего зазора по всей поверхности стенок цилиндров и конечно же нормального прилегания поршневых колец к стенкам цилиндров по всей их поверхности. Ну и конечно же следует добиться того, чтобы все цилиндры были абсолютно параллельны относительно друг друга ( в пределах точности до 0,01 мм., по всей длине цилиндров). Иначе шатуны и поршни (а значит и вкладыши) будут работать с некоторым перекосом и будут изнашиваться неравномерно.
И ещё следует напомнить, что сама по себе качественная расточка цилиндров блока далеко не быстрая операция, ведь кроме учёта всех выше описанных мной важных нюансов и выверки положения блока цилиндров, относительно оси расточной головки станка, следует производить процесс растачивания стенок цилиндров с малой подачей, которая позволяет добиться нормального качества поверхности стенок цилиндров, а работа с малыми подачами требует определённого времени.
Но только учитывая все вышеописанные нюансы, можно гарантировать высокое качество расточки блока и всего ремонта вашего двигателя.
Совместить ось растачиваемого цилиндра с осью расточной головки совсем несложно с помощью подходящего по диаметру конуса, закрепляемого в шпинделе станка и опускаемого в цилиндр, и затем перепроверить соосность с помощью индикатора часового типа, так же закреплённого на шпинделе станка. И только после этого стоит закреплять блок к поверхности стола станка для дальнейшей расточки. Это показано в видеоролике чуть ниже. А вот другие проверочные операции (например добиться чтобы конусность и элипсность каждого цилиндра не превышали 0,01 мм.) сделать несколько сложнее. Оборудование для расточки блока цилиндров.
Ну и напоследок следует написать несколько слов о том, с помощью чего производят сам процесс расточки цилиндров двигателей.
Как известно многим, расточные станки (особенно от авторитетных фирм), которые используют для расточки и хонинговки блоков цилиндров, имеют не малую цену и недоступны большинству гаражных мастерских и даже многим СТО широкого профиля.
И такое оборудование могут позволить себе лишь раскрученные специализированные СТО и технические центры. А чтобы окупить дорогой станок достаточно быстро, потребуется постоянная загрузка станка. И выдержать напряжённый режим работы разумеется сможет только качественное оборудование от авторитетных фирм. К тому же качественное современное оборудование позволяет ускорить операции по настройке, расточке и хонинговке блоков в несколько раз, по сравнению с древним отечественным оборудованием. Чтобы понять на сколько быстрее, то следует отметить, что многие станки от европейских или американских производителей позволяют расточить четырёхцилиндровый блок цилиндров в течение 20-30 минут, при съеме слоя металла со стенок цилиндров до 0,5 мм (на диаметр).
До сих пор самым распространённым и надёжным были и остаются станки американских производителей (например станок CV616). Их станки имеют целый ряд преимуществ перед отечественным оборудованием — высокая надёжность и производительность, описанная чуть выше, ну и разумеется достаточно высокая точность и простота настроек управления, а на современных станках наличие автоматики позволяет почти полностью автоматизировать процесс (например с помощью автоматической подачи хона на разжим брусков) при наличии заказов с одинаковыми параметрами.
К тому же некоторые станки, (например тот же CV616) позволяют без предварительной расточки сразу хонинговать стенки цилиндров под нужный окончательный диаметр цилиндров. Это существенно экономит время на обработку и электроэнергию.
Единственная задержка, и то в конце работы, нужна для быстрой смены брусков с более мелким зерном для финишного прохода (точнее для смены на специальные безабразивные щётки, которые не позволяют шаржироваться поверхности стенок цилиндров, как это происходит с обычными абразивными брусками, и в итоге поршневые кольца и сами поршни прослужат существенно дольше) .
Ну и естественно точность станков этой фирмы достаточно высока и позволяет добиться не только поверхности нужного класса шероховатости, но и конусности, а так же элипности цилиндров блока в пределах современных допусков, то есть не более 0,01 мм.
Ну и напоследок хочется отметить, что как правило вместе с расточкой блока в капремонт изрядно пробежавшего двигателя входит и шлифовка коленчатого вала с заменой вкладышей и подробно об этой операции желающие могут почитать вот здесь. Если же ваш двигатель имеет значительный пробег, то также не помешает произвести и ремонт постелей распределительного вала о котором я подробно описал в этой статье.
Вот вроде бы и всё, надеюсь эта статья о расточке блока цилиндров будет полезна, особенно новичкам, успехов всем.
Если эта статья вам полезна, то пожалуйста поделитесь ей в соц. сетях, нажав кнопки ниже. Спасибо.
Нравится
Что такое расточка и зачем она нужна?
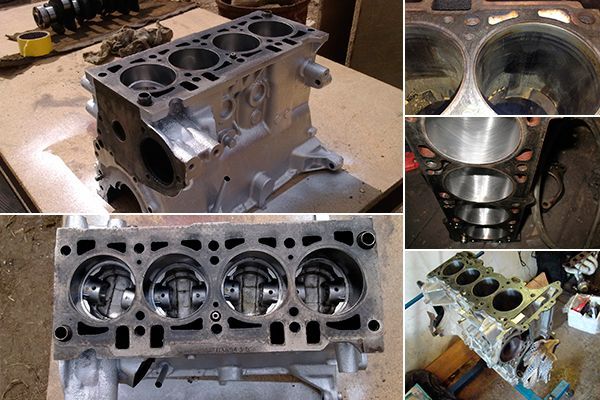
Снятая головка блока
Расточка блока цилиндров осуществляется в случае их износа. Как известно, не все каналы изнашиваются одновременно и равномерно.
С целью установления степени износа данных элементов ГБЦ эксперты производят оценку всей системы, которая позволяет определить параметры цилиндров:
- Расточка блока цилиндров делается в том случае, если первоначальные размеры компонентов изменились на пол-миллиметра в ВМТ (верхней мертвой точке) поршневого кольца. Здесь речь идет именно о кольце, а не о самом поршне.
- Если зафиксировано изменение размера на 1/3 миллиметра в точке контакта юбки самого поршня, а также стенке цилиндра.
Таким образом, если при диагностике было зафиксировано изменение параметров до размеров, указанных выше, то расточка просто необходима. В противном случае дефекты могут увеличиваться, что негативно отразиться на функционировании транспортного средства. Хуже такого исхода событий может быть только появление дефекта в виде ступеньки в верхней части цилиндра. Из-за этого выходят из строя поршневые кольца, соответственно, и посадочные места для них.
При несвоевременной расточке ГБЦ проблема будет развиваться и сопровождаться сильным стуком из-под капота. Собственно, и сам двигатель будет работать некорректно — вы будете чувствовать постоянную вибрацию, которая будет усиливаться при увеличении оборотов. В результате этого поршневые кольца не смогут корректно прилегать к стенкам непосредственно канала цилиндра. А это, в свою очередь, чревато тем, что выхлопные газы начнут попадать в картер, соответственно, будет нарушена компрессия мотора. Как результат — двигатель будет «кушать» масло, при чем огромными порциями.
Неисправности коленчатых валов
Рассмотрим типичные неисправности коленчатых валов:
- течи сальников коленчатого вала;
- «масляное голодание» рабочих поверхностей;
- механические повреждения коленчатых валов;
- естественный физический износ;
- ненормальный повышенный физический износ.
Как правило, первое, с чем сталкиваются автомобилисты, — это течь масла из-под резиновых уплотнений (сальников коленвала). Это широко распространенная проблема на двигателях с пробегом. Подтекающий сальник требует замены. В некоторых случаях замена масла на более вязкое поможет остановить течь на какое-то время.

Сальник коленвала требующий замены
Это интересно: Типы электронных блоков управления АКПП
Для коленчатых валов, как и для других деталей двигателя, наиболее опасно «масляное голодание». Причиной может быть поломка маслонасоса, забитый канал подачи масла, низкий уровень масла в двигателе. Это приводит к повышенному трению подшипников, нагреванию элементов. Дальнейшая эксплуатация двигателя в таком режиме приведет к его перегреву, полному заклиниванию и к капитальному ремонту. «Клин» на ходу может привести к критическим повреждениям вала или других узлов двигателя.
Вода и топливо попадая в масло меняют его хим. состав и степень вязкости. Причиной может быть значительный износ цилиндропоршневой группы, нарушенная структура прокладок, микротрещины в блоке двигателя или ГБЦ.
Повреждения шейки шатуна по причине отсутствия смазки
Со временем шейки и подшипники подвергаются износу, увеличивается допустимый зазор, появляется люфт коленвала, это приводит к возрастанию вибраций, двигатель начинает «стучать». Характерный стук двигателя — критичный сигнал. При его появлении необходимо прекратить движение и срочно обратиться в автосервис. Если коленчатый вал разбалансирован или смонтирован неправильно, может возникнуть повышенный ненормальный износ контактных поверхностей.
Технология процесса
О том, как осуществить этот процесс по расточке головки своими руками в домашних условиях, вы сможете узнать далее. Нужно предупредить, что процедура является довольно кропотливым и долгим занятием, это необходимо учесть. Чтобы сделать расточку головки своими руками, есть несколько способов, каждый из них мы рассмотрим подробно с фото и видео.
При помощи дрели
- Вам потребуется обычная строительная дрель. Необходимо, чтобы она была достаточно мощной и могла работать на маленьких оборотах. Также вам потребуется старый (изношенный) поршень в гильзе. Помимо это нужно подготовить шпильку цилиндра и несколько кусочков наждачной бумаги разной зернистости.
- Возьмите старый поршень, который вы подготовили, и в самом центре нужно просверлить дырку для шпильки, на которую следует накрутить гайку. Шпильку следует установить так, чтобы она была направлена вверх, а само крепление следует затянуть, как можно сильнее.
- Далее, на поршне следует пропилить разрез (используйте ножовку), в который затем необходимо вставить наждачную бумагу. Наждачка оборачивается вокруг всей конструкции. Затем получившуюся конструкцию нужно вставить в гнездо дрели, закрутить необходимо как можно более плотно.
- Цилиндр следует максимально закрутить, а сама насадка должна насквозь проходить через гильзу.
- Теперь, собственно, приступаем к процессу расточки каналов. Нужно включить дрель на небольшие обороты. Проводите дрелью вверх и вниз, при этом смотрите за тем, чтобы наждачка всегда контактировала с внутренней стороны гильзы. Для начала рекомендуется использовать более крупную наждачку, пока новый поршень не будет заходить в канал хотя бы на половину (лучше на 60-65%). После этого вставляйте мелкую наждачку и растачивайте канал до необходимого размера.
- По итогу поверхность канала необходимо зашлифовать нулевкой. Можно использовать масло, чтобы стачивать было легче. Подробней о расточке смотрите на видео.
Запрос вернул пустой результат.
Используя деревянную оправку
Еще один способ, при помощи которого можно осуществить расточку головки в домашних условиях своими руками представлен ниже.
- Вам потребуется специальная деревянная оправка для выполнения работ, как видно на фото и видео. Для этого можно обратиться к специалисту, чтобы он ее сделал, но можно попробовать соорудить такой брусок самому. Его размер будет зависеть от того, сколько вам нужно растачивать. К примеру, если цилиндр следует расточить до 76 мм, то диаметр бруска должен составлять 74 мм. Что касается ее длины, то она не должна превышать 20 см.
- Далее, непосредственно в оправке следует высверлить дырочку для воротка. Затем, необходимо вдоль пропилить разрез, в который будет вставляться наждачка для осуществления расточки. Сколько должна быть глубина разреза? Желательно, чтобы она не превышала 1 см. К слову, наждачка у вас должна быть как крупной, так и мелкой зернистости.
- Теперь своими руками следует вставить наждачную бумагу в разрез на деревянной оправке, саму оправку обмотайте наждаком. Для начала используйте наждачку крупной зернистости. Бумагу следует смазать смазкой, после чего можно приступать к процессу расточки своими руками в домашних условиях. Оправку надо вращать внутри канала до того момента, как она не будет перемещаться свободно. Когда оправка вращается свободно, под наждачку следует подложить кусок картона.
Ремонт коленвала
Ремонт или замена коленчатого вала — процесс трудоемкий. Как правило, он требует практически полной разборки двигателя, осмотра и дефектовки всех его узлов и механизмов. Коленчатый вал снимают и измеряют осевые биения. В случае допустимой выработки поверхности шеек и шатунов коленчатого вала пришлифовывают под ремонтные размеры подшипников. Постель с выработкой тоже подлежит механической обработке с «одной установкой» на специальном станке. Расточка коленвала позволяет установить вкладыш следующего ремонтного размера.
Проточка постели коленчатого вала

Шлифовка коленчатого вала
Размеры шеек имеют ремонтные допуски. Простая шлифовка коленвала не поможет в случае, если износ или повреждения слишком сильные. Коленчатый вал — деталь недешевая, а если речь идет, например, о крупногабаритной сельхозтехнике, сумма будет внушительной. Даже сильно изношенные поверхности трения можно восстановить. Толщина выработки компенсируется с помощью наплавки электросваркой под флюсом, плазменного напыления твердых сплавов, газотермичекого напыления и др. Затем коленвал шлифуется, «доводится» до необходимых ремонтных размеров. Это технологически сложный процесс, его лучше доверить специалистам.
Автоматизированное газо-термическое напыление шеек и балансиров коленчатого вала
Качественно выполненное восстановление и шлифовка коленвала может обеспечить 100% ресурса его работы. Следует учитывать, что с увеличением ремонтного размера коленчатый вал может сместиться со своего заводского посадочного места. Потребуется точная установка коленвала с подборкой вкладышей. Коленвал с критическими повреждениями или осевым искривлением придется поменять.
Как проверить коленвал? Опытные автомобилисты могут определить характерный стук коленчатого вала на слух, используя медицинский стетоскоп. При плановых ТО можно снять поддон, визуально осмотреть коленчатый вал на предмет трещин и сколов и с помощью щупа выполнить контроль зазоров между полукольцами.
Замер осевых смещений коленвала с помощью щупа

Комплект измерительных стальных пластин щупов
Повышенное содержание металлической стружки в фильтре и поддоне указывает на износ пар трения. В таких случаях нужно срочно найти причину образования такой стружки.
Диаметр шеек коленвала можно измерить обычным микрометром. Параметры разбалансировки, биений и осевых люфтов коленчатых валов определяют с помощью специальных индикаторов. Для этого нужно либо разместить вал на специальный стенд или станок, либо установить индикатор с магнитным штативом на блок двигателя. Замер выполняется при вращении.
Это интересно: Технические характеристики G4ED 1,6 л/105 л. с.
Стенд с установленным индикатором часового типа для замера биений коленчатого вала
Индикатор часового типа, установленный на блок двигателя
Для определения зазора между шейками коленчатого вала и подшипниками применяют калиброванную пластиковую проволоку и бумажный шаблон со специальной шкалой. Способ довольно прост и доступен. Кусочек проволоки устанавливают на обезжиренную поверхность шейки коленчатого вала. Для ее фиксации можно применить небольшое количество густой смазки. Затем шейка накрывается подшипником и крышкой. Крышки обтягиваются, проволока внутри раздавливается на плоскости шейки (резьбовые соединения нужно затягивать динамометрическим ключом). Болты раскручивают и снимают крышку. Далее остается измерить ширину расплющенной полоски шаблоном. Значение будет соответствовать достаточно точному значению зазора.
Измерение зазоров между шейкой и подшипником с помощью калиброванной проволоки и шаблона



